![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 7, Name = O-Rings, SeName = o-rings, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 1, SubCategory = O-Rings, SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0052611_0047643_o-rings_100.webp, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0052611_0047643_o-rings_100.webp, Title = Show products in category O-Rings, AlternateText = Picture for category O-Rings }, SubCategoryImageId = 52611, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0047643_o-rings.webp)









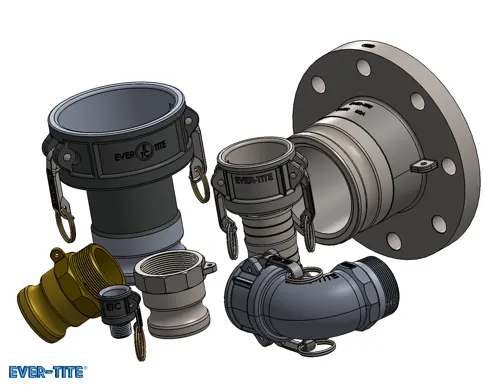
![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 3, Name = Industrial Couplings, SeName = industrial-couplings, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 2, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0025611_footer-basic8.png, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0025611_footer-basic8.png, Title = Show products in category Industrial Couplings, AlternateText = Picture for category Industrial Couplings }, SubCategoryImageId = 25611, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0026400_industrial-couplings.webp)






![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 2, Name = Sealing, SeName = sealing, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 3, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0050071_Sealing.Seals.1.webp, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0050071_Sealing.Seals.1.webp, Title = Show products in category Sealing, AlternateText = Picture for category Sealing }, SubCategoryImageId = 50071, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0026409_sealing.webp)






![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 10, Name = Gaskets, SeName = gaskets, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 4, SubCategory = Gaskets, SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0025556_footer-gasket.png, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0025556_footer-gasket.png, Title = Show products in category Gaskets, AlternateText = Picture for category Gaskets }, SubCategoryImageId = 25556, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0026410_gaskets.webp)



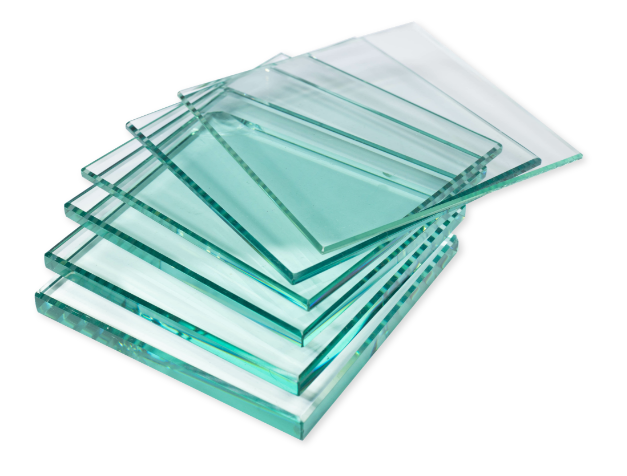
![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 4, Name = Industrial Glass, SeName = industrial-glass, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 6, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0025615_flatfooter.png, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0025615_flatfooter.png, Title = Show products in category Industrial Glass, AlternateText = Picture for category Industrial Glass }, SubCategoryImageId = 25615, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0026412_industrial-glass.webp)

![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 5, Name = Plastics, SeName = plastics, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 7, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0025639_footer-headgear.png, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0025639_footer-headgear.png, Title = Show products in category Plastics, AlternateText = Picture for category Plastics }, SubCategoryImageId = 25639, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0026406_plastics.webp)



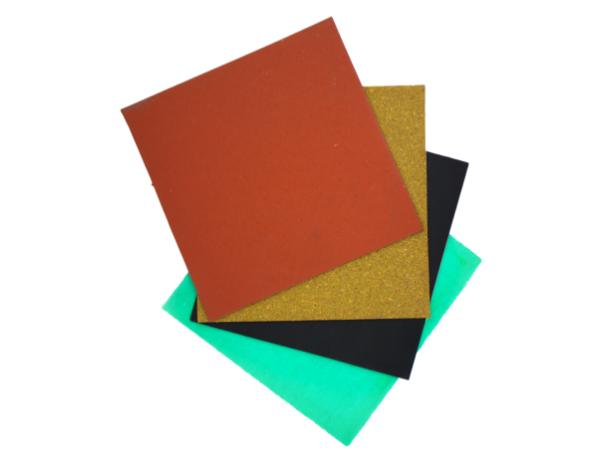
![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 191, Name = Rolls & Sheets, SeName = rolls-sheets, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 8, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0047674_rolls-sheets.webp, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0047674_rolls-sheets.webp, Title = Show products in category Rolls & Sheets, AlternateText = Picture for category Rolls & Sheets }, SubCategoryImageId = 0, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0047674_rolls-sheets.webp)

![CustomCategorySimpleModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 215, Name = Tools & Fasteners, SeName = tools-fasteners, NumberOfProducts = , IncludeInTopMenu = True, SubCategories = System.Collections.Generic.List`1[Nop.Plugin.Misc.CustomFeatures.Models.Catalog.CustomCategorySimpleModel], HaveSubCategories = True, Route = , DisplayOrder = 9, SubCategory = , SubCategorySlug = , SubCategoryImage = PictureModel { CustomProperties = System.Collections.Generic.Dictionary`2[System.String,System.String], Id = 0, ImageUrl = https://callapg.com/images/thumbs/0047685_tools-fasteners.webp, ThumbImageUrl = , FullSizeImageUrl = https://callapg.com/images/thumbs/0047685_tools-fasteners.webp, Title = Show products in category Tools & Fasteners, AlternateText = Picture for category Tools & Fasteners }, SubCategoryImageId = 0, InRawMaterials = False, RawMaterialsSubCategory = }](https://callapg.com/images/thumbs/0047685_tools-fasteners.webp)

Getting to Know Materials: PTFE
Polytetrafluoroethylene, better known as PTFE, is a material discovered by E.I. DuPont in 1938 and has become a widely used material for sealing a range of chemicals, acids, bases, and steam. This tough material cannot be compressed very easily, which is beneficial for abrasion resistance but can make it more difficult to properly seal liquids.
Because of these properties, PTFE is commonly used for backup rings, seals, bushings, plugs, and washers.
PTFE offers strong chemical resistance and performs across a wide temperature range.
Advantages of PTFE
Corrosion Resistance
PTFE is a highly durable material with excellent resistance to many types of corrosion. It is largely unaffected by many chemicals, including highly acidic and basic substances. Oils, UV exposure, and sunlight have little effect on PTFE, making it a strong option for many installation environments.
Wide Temperature Range
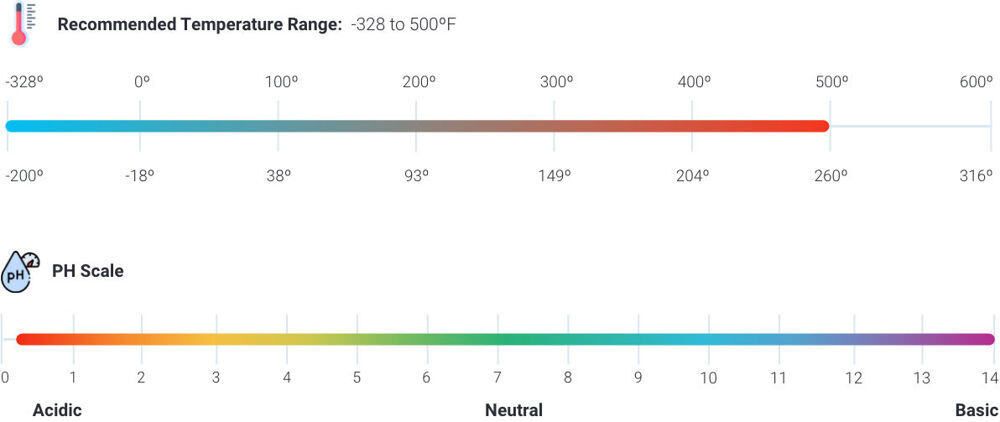
PTFE can perform across a wide temperature range. From -328ºF to +500ºF, this material can withstand demanding temperature conditions. PTFE is often suited for applications involving cryogenics, high-heat ovens, and combustion-related processes.

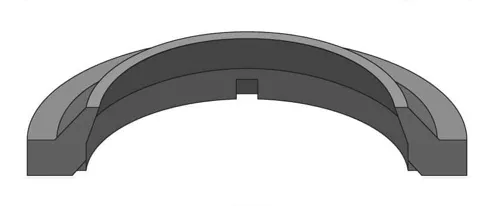
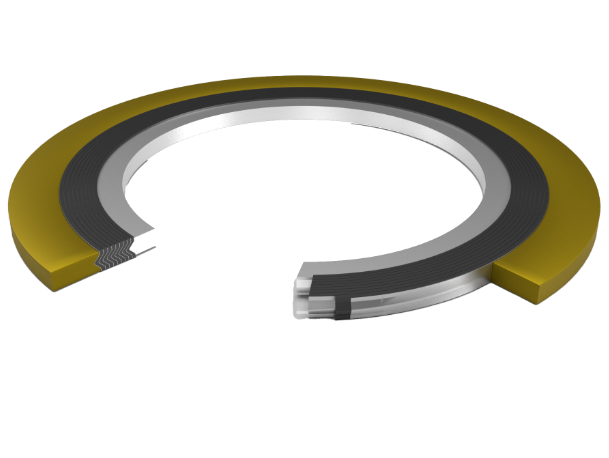
Cross section images of various PTFE rings
Disadvantages of PTFE
Inelasticity and Leakage
PTFE is a hard material with a plastic-like feel. Unlike rubber, it does not easily return to its original shape if stretched or bent. For this reason, PTFE O-rings are generally not used as the primary sealing material in liquid chemical applications, where lack of elasticity could lead to leakage.
PTFE backup rings are often used in conjunction with O-rings. Other O-ring materials, such as Nitrile, Aflas, and Fluoroelastomer, are rubber materials with elasticity and can pair well with PTFE backup rings.
PTFE is harder and less elastic than many rubber sealing materials.